Garrattfan's Modelrailroading Pages

LTM 51 in HO
Drive units - frames
- Introduction
- History of the LTM 51
- Inventory of the kit
- Instruction manual
- A preview
- Project preparations
- Boiler cradle - Main construction
- Pivots
- Boiler
- Drive units - Chassis
- Sprung frames
- Gearbox and motor
- Coupling rods
- Drive units - Superstructure
- First assembly and trial run
- Drive units - Detailing
- Boiler cradle - Detailing

In het Nederlands
 |
|
 |
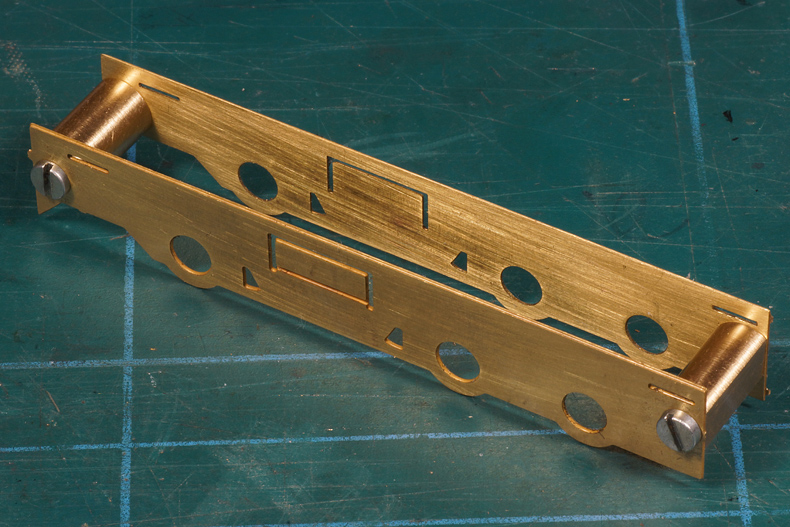
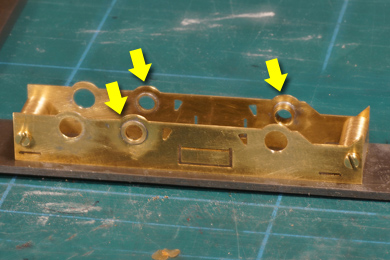
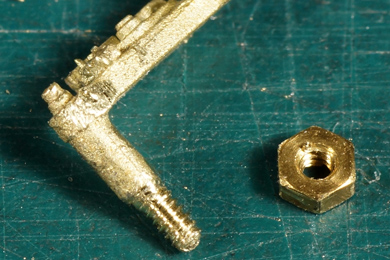
First step towards a fully functional chassis including motor and gearbox is making the spacers. I turned them from 6 mm brass rod, to a length of 9 mm. Their length was mainly based on what I found in other kits. It needs to be proved correct. I drilled them all the way through and tapped them M2.0. To prevent them from sticking out of the frame ends I milled 1.0 mm off one side.
My cheapy single fluted Chinese spiral mill delivered unexpected good work. The milling marks were so minute that I could not feel them with a nail test and altogether vanished after a few strokes on 1200 grit emery paper. |
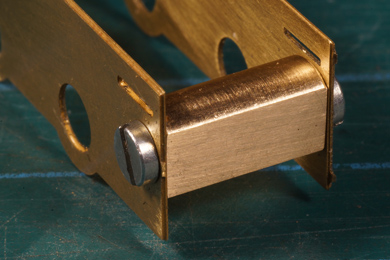
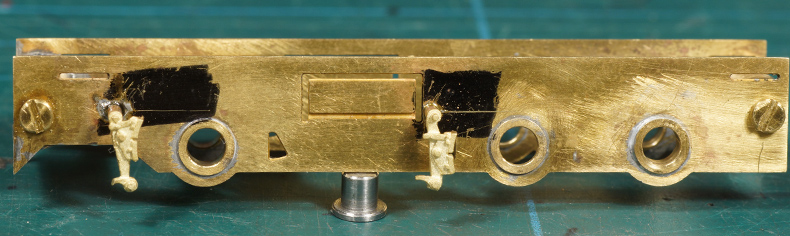
| On fitting the gearbox I realised I had made an error and cut the spacers too narrow. Well, that happens. Fortunately I am more and more able to fabricate my own parts. For now I fitted a few washers under each side of both spacers to widen the frame while I am still fitting things. Once I know the final size I will make new spacers. Note: these were later made to a length of 10,5 mm | |
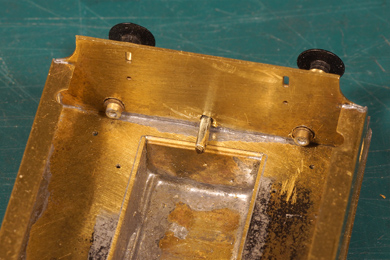
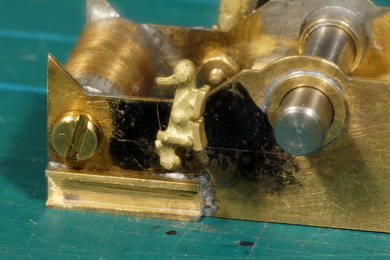
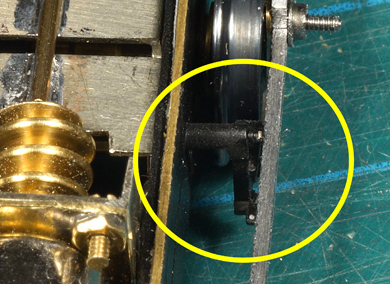
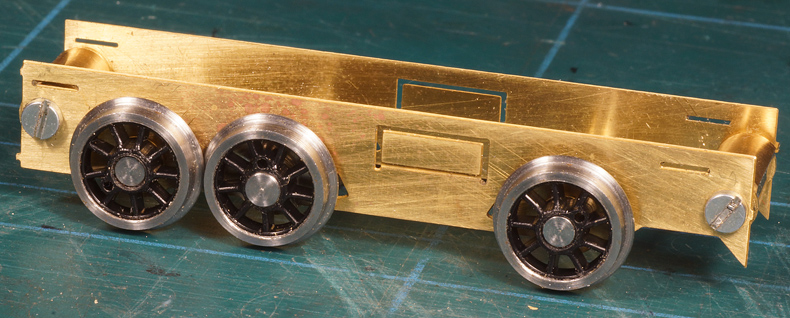
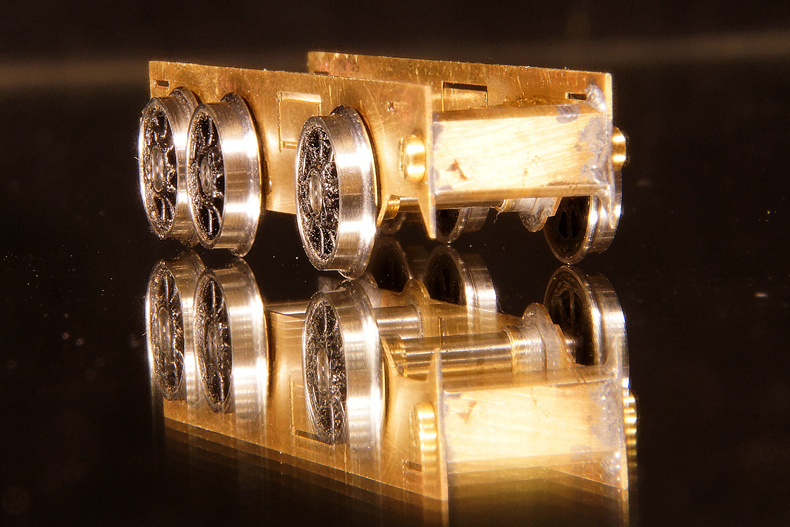
Then I added all three axles before installing the gearbox. I immediately ran into the next problem. Can you spot it? |
|
 |
The two rear wheels overlap. |
So I set two work. I had basically two options: turn the wheel to a smaller size or putting the two rear axles further apart. The first option had my preference for three reasons.
|
|
 |
 |
 |
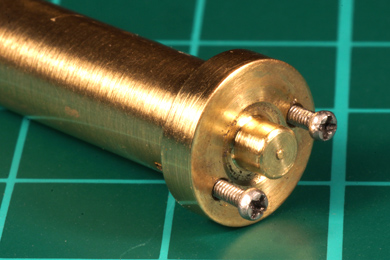
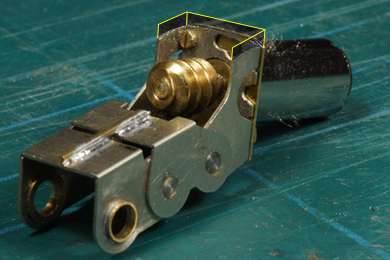
To turn the wheel I needed a mandrel to clamp the wheels tightly down. As turning is not the subject of this page I will not go into detail how I made it. Some details on the features of the mandrel:
|
Turning was done with a Fohrmann RP25 tool, here matched to the wheel after completing the wheel for the sake of the photo. The black line on the tool indicates the front face of the wheel. One complication while turning was that doing so the tyre heated up considerably. Chances were that the tyre would come off the plastic centre. So after I found that out the hard way I first gave them a drop of thin cyanoacrylate glue at the back of the wheels which by capillary action drew into the separation between plastic and the metal and permanently fixed them together. Turning was done ever so carefully. Only the lightest of cuts and slowest of speeds and ample time to cool down, all served to keep the stress and temperature in the wheel to the lowest possible level. |
|
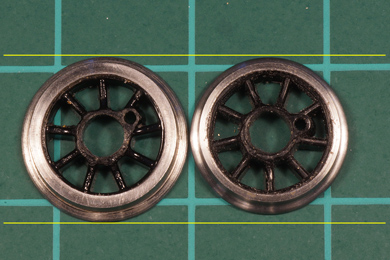 |
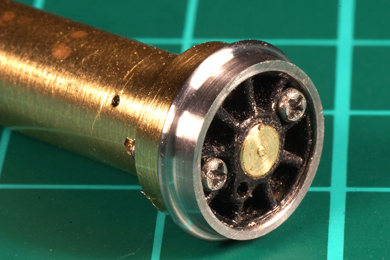
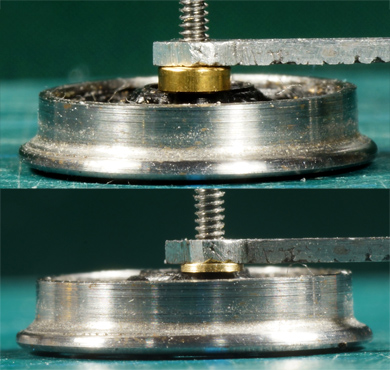
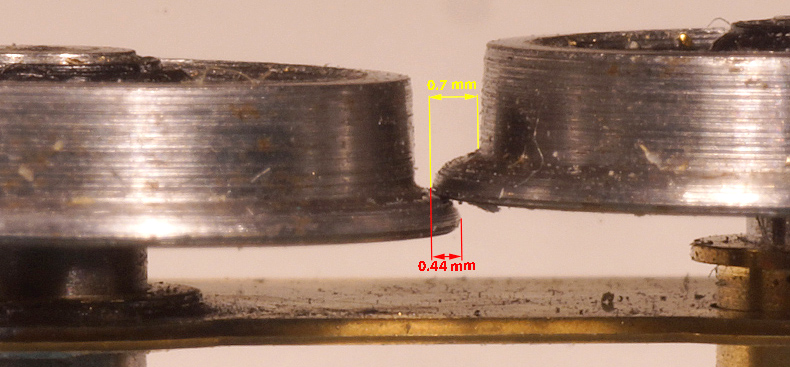
Old and new in comparison. In all the diameter of the wheel decreased by 0.7 mm measured over the flanges. As the flanges as supplied where a bit higher than the RP25 norm the flange height was reduced in the process. The wheel diameter was reduced by 0.5 mm bringing it to 10.4 mm. The prototype's wheels were 900 mm so 10.34 mm in H0, so within all reason they are now spot on. |
And with about 0.25 mm to spare they now go together well. Tight but clearance is clearance. The right wheel broke a spoke and will be replaced. |
|
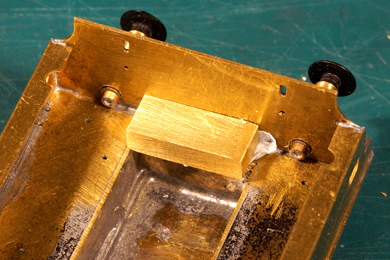
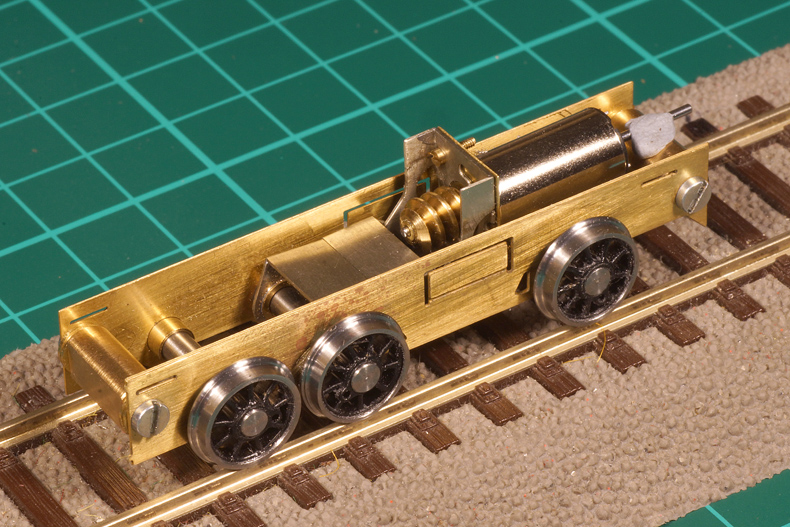
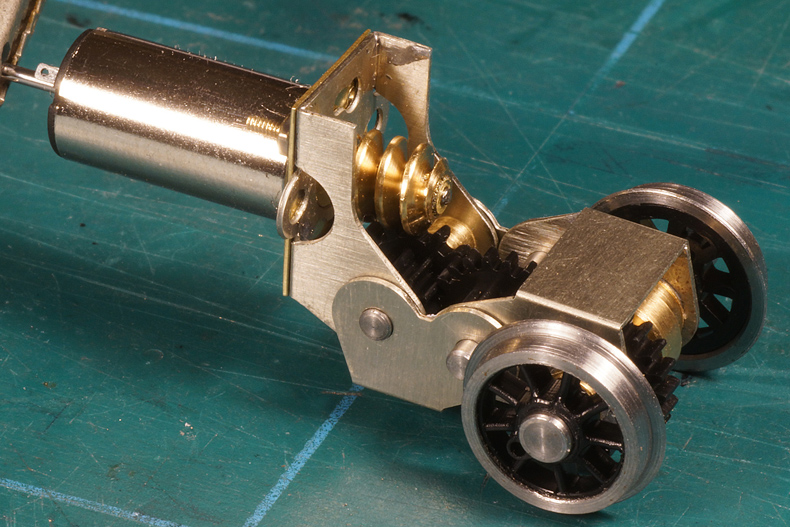
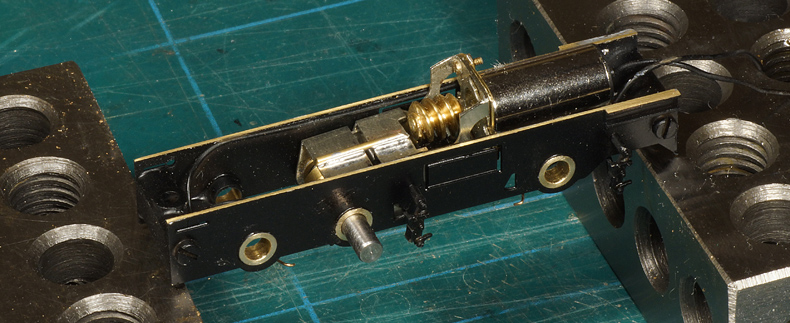
At long last I could finally trail fit the gearbox/motor assembly. |
|
And yes it fits well. |
|
An attempt at a sprung chassisI always wanted to build a sprung chassis. Springing allows the wheels to maintain rail contact when the track is not entirely flat. This reduces contact problems and the chance of derailments. So I made two frame plates from scratch and actually built a fully functional sprung chassis for the LTM 51. I described that build on a separate page.
A sprung chassis So far I was very doubtful about a sprung chassis but now I have built one I am pretty happy with the results. Yet giving it careful consideration I found that the supposed advantages of the springing did not outweigh the added complexity of the build. I kind of chickened out. So in the end I decided to build two conventional rigid frames. |
|
Gearbox and motorIt is not easy to fit a suitable combination of gearbox and motor in the confined space of this model. With an etch-only like this there is nothing in the way of instruction of some sort to help you out. I chose a LoLoader of High Level Kits with a motor of Tramfabriek. I described this in detail on an a separate page.
|
|
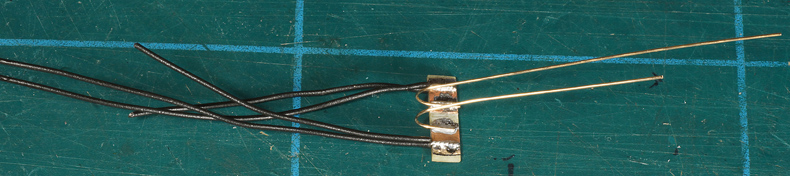
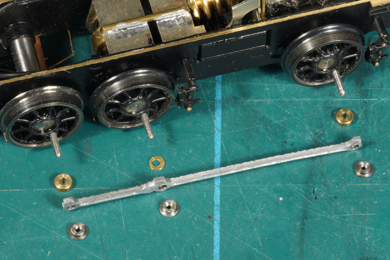
Coupling rodsThe coupling rods provided with the kit were simply horrible. So I had to find an alternative. Read the detailed story on a separate page. In the end I had this improvement
Bottom: the original coupling rod. Top: 3D printed in aluminium and cleaned up |
|
Now finally: construction of chassis on classic way (rigid) |
|
| After all the experiments I decided to build a conventional rigid chassis. The hassle of building a chassis with compensation in some way or another was simply too much not in the least because space was so limited in the extremely cramped frame. | |
Immediately at the start I had another setback: the frame would not fit in any way in the frame jig I had from Poppy's Woodtech. After some deep thoughts about the adversities of this world, I decided to have a go at building a jig myself. Having read a lot about jigs and having used the Poppy's jig on my NS 5000 frame I had a reasonably good idea which dimensions would be critical. And in fact there are only a few things absolutely critical about a frame jig:
|
A Poppy's Woodtech frame jig for x-10-x wheel arrangements |
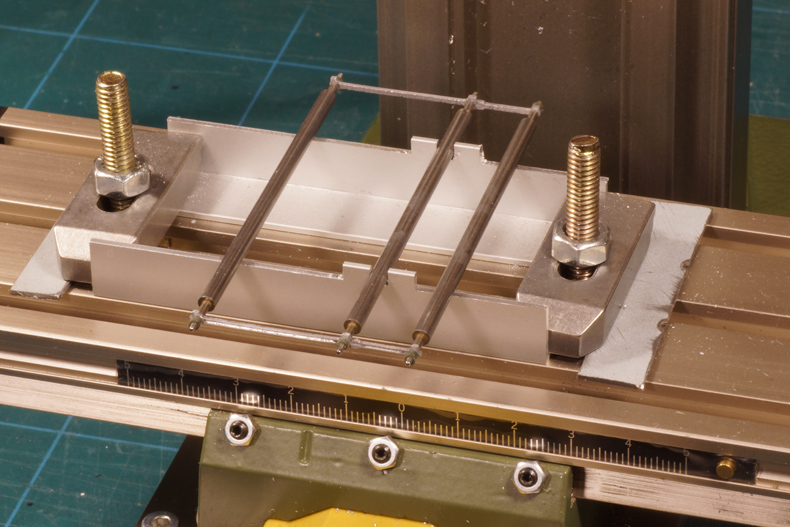
Knowing that, I set up two aluminium L-profiles on the cross-table of my milling machine. In each I milled out one recess for the datum axle, skipped a bit and milled the rest of the profiles in the same vertical setting. It was stunningly simple. Less than fifteen minutes of work and I had an all new and almost free frame jig. |
|
A simple but effective frame jig The middle axle is located in both the vertical and the horizontal plane by the jig. The jig also locates the outer axles in the same vertical plane. The outer axles are fixed in the horizontal plane by the coupling rods. The jig rods, by the way, are borrowed from the Poppy's Woodtech frame jig. It may not be entirely clear yet what all this is for but hold on and read further along. |
|
|
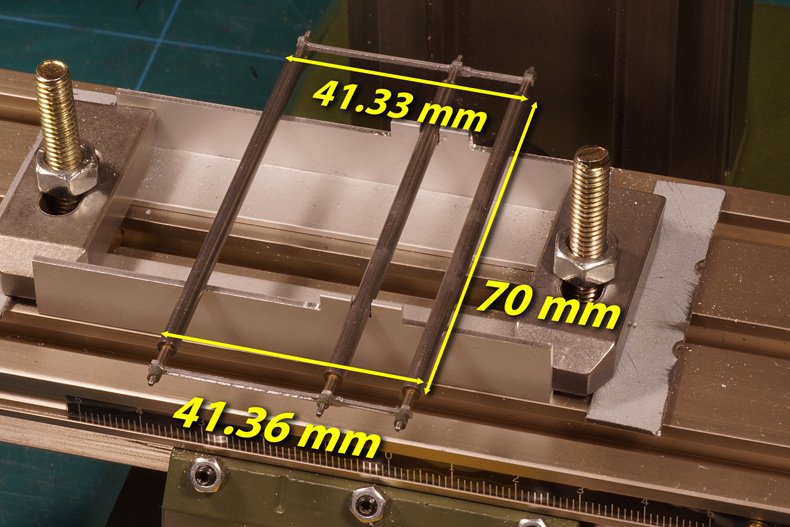
Checking the dimensions brought to light that the difference between left and right sides of the jig rods is a mere 0.03 mm (slightly over 1 thou) at the outer ends of the jig rods. This is a great testimony to the accuracy of the 3D print of the coupling rods. As the frame will be approximately 13 mm wide the error will be reduced to a negligible 0.005 mm. |
 |
Three axle bushes are soldered straight in the frames
The latter is chosen furthest away from the datum axle to minimise the vertical error. |
 |
The three remaining bush holes in the frames are reamed slightly oversize to allow a horizontal and vertical movement of the bushes of about 0.2 mm in either direction. |
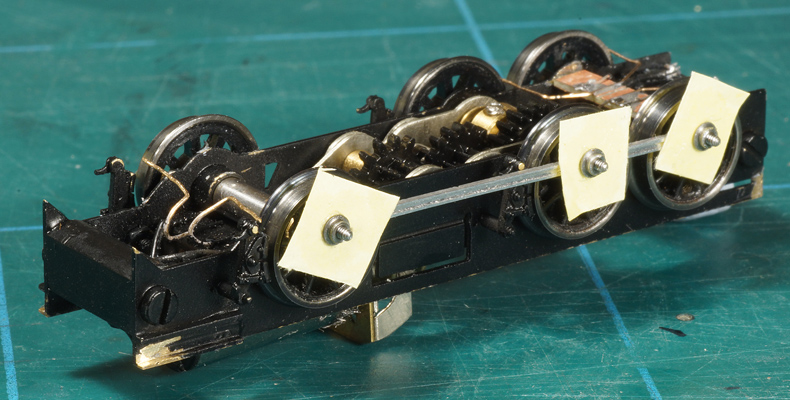
The frame jig in full swing The frames and the loose bushes are stringed on the jig rods and placed in the jig. As mentioned the frames are fully fixed by the three bushes already soldered in the frames. Move each of the "free" bushes individually in an out of its frame hole. Carefully observe if the jig rod remains seated on the frame jig. If it lifts that particular frame hole is too small so enlarge it a bit. If satisfied move all three "free" bushes into their frame holes and do a last visual check. Then solder the bushes in place. If everything went well the frame will stand the mirror test. |
|
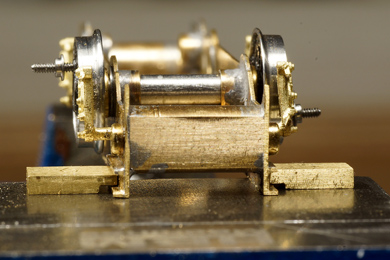
The mirror test. If the frame is constructed accurately all six wheels should touch the surface of a mirror. And in fact they do!
|
|
 |
 |
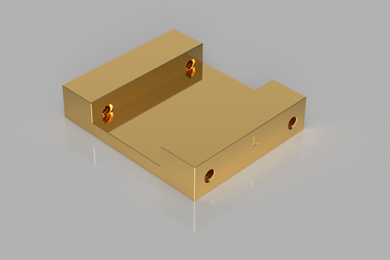
The motor mount in Fusion 360 Next puzzle to solve was how to mount the motor. I had already given that a lot of thought and I had drawn a 3D design in Fusion 360 to determine the exact dimensions of the mount, especially the recess for the motor. I included four tapped holes but in hindsight I found that too complicated. |
|
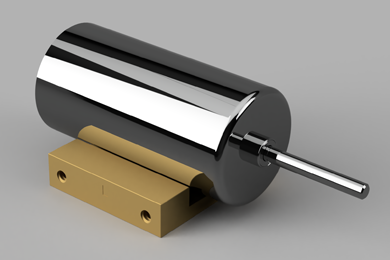
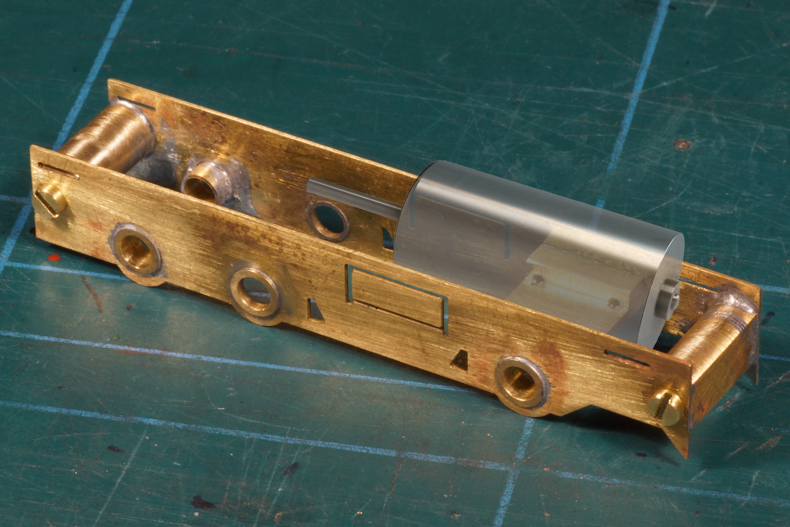
I eventually simply glued the motor mount between the frames with epoxy. The motor is approximated by the drawing. |
|
|
Then the wheels were installed with their coupling rods and the newly erected frame was test run. |
|
Brake hangers |
|
 |
Next the braking gear needs to be installed. This needed measuring out. All brake hangers should be on the same distance from the wheel centre.
|
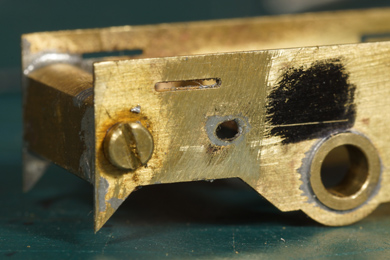 |
With a bit of trial and error I made the first hole. I could eventually locate the brake hanger correctly but at the cost of an oversized hole.
|
 |
 |
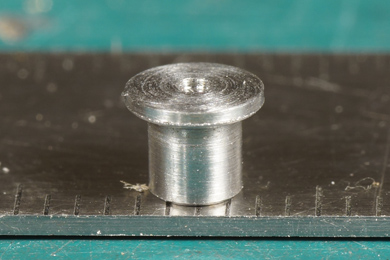
| To help locate the exact wheel centres repeatably and reliably I turned a scrap piece of steel a sliver under 1/8", 3.16 mm to be exact, and drilled a hole in the centre. | |
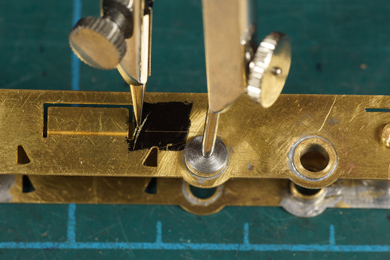 |
...which helped the compass to locate in the centre and line out the exact spot where the hole for the spigot of the brake hanger should come. Three more holes were drilled accurately and the spigots went in firmly and could be soldered without further ado. |
 |
 |
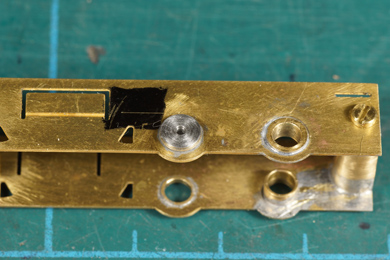
| The first hole however was so oversize I found no way I could possibly hold the part in the right position and solder it without burning my fingers. So in the end I threaded the spigot M 1.0 and screwed it in place and then soldered it. Much to the delight of my fingers. | |
 Brake hangers done Brake hangers done |
|
Connecting the frame to the superstructure |
|
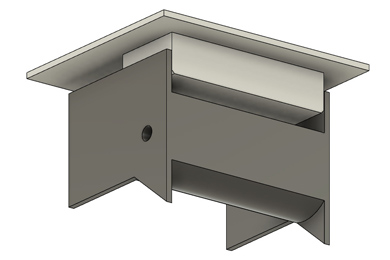
A Fusuion 360 model of the front end. |
Buying an etch-only-kit means you have to reinvent many things the original kit designer had in mind. One of the them is how to connect the frames to the superstructure. It seems easy enough, after all the soldering iron makes short work of that. But I had the additional requirement that I should be able to dismantle the drive unit for maintenance purposes. So the frames were required to be removable with one or two screws. Originally I had something in mind like in the drawing, were a piece of brass would help locate the frames in the middle of the superstructure. A bolt through the spacer would do the rest. On the rear end another similar construction would be made. Things were complicated by the fact that under no circumstance I could drill into the superstructure as that would be immediately visible on the outside. |
 |
 |
| But thinking the idea of the brass blocks over I quickly realised that this piece of brass would interfere with the rear end of the coupler. Putting two brass blocks on the outside of the frames would be no good either as they would interfere with the back ends of the sprung buffers. | |
 |
 |
 |
So I made two brass notched holding blocks which matched with U-shaped profiles soldered to each side of the frames, which acted as a slide rail. The presence of the blocks would prevent sideways movement of the frames. The catching action by the notches would stop vertical movement. Simple innit? Well yeah, in theory. In practise when soldering the brass notched blocks to the underside of the superstructure I quickly found I could not solder them accurately enough to get the frame sit reasonably in the middle. I tried five times and never got any closer than 0.4-0.5 mm, which was simply visible. |
 |
So I had to remake the notched blocks. This time they were made to fit exactly between the frames' slide rails and the insides of the water tanks. I filed them to 9.1 mm each. Now the frames would automatically sit in the middle. I then soldered the notched blocks. |
This is how the frame and the superstructure are now simply joined. Animation made with EZgif.com. Another challenging job was completed within requirements.
|
|
Electric pickup |
|
 |
|
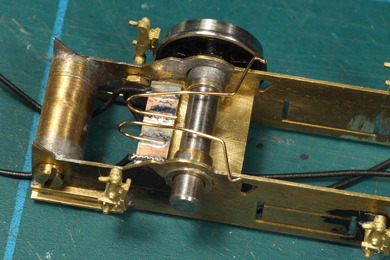 |
A small strip of copper clad circuit board was glued to the underside of the motor mount and the wipers were bent to shape |
Painting and motor/gearbox assembly |
|
 |
|
| At this stage it was opportune to paint the chassis. Once the wheels and motor get on that is nigh impossible. | |
 |
Speaking of which: before mounting the motor and gearbox, the gearbox was lowered by a approximately one millimeter to allow for more clearance under the superstructure |
After which the motor/gearbox was glued in place with an axle as a datum. The assembly was laid to cure on two 1-2-3-blocks so nothing under the frame would interfere. |
|
 |
The datum axle was was mounted, the wheels provided with a bit of epoxy. Before the epoxy set I quartered the wheel with a very simple quartering tool.
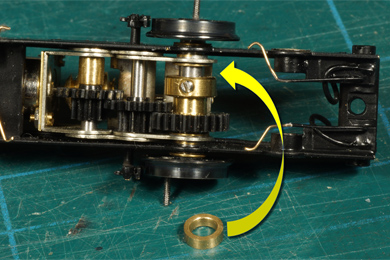
And as always when Murphy is involved, it is only after the curing of the epoxy that I discovered that I forgot to mount the wide spacer of the gearbox. It is not too bad as the final gear is locked in between the second gear and the side of the gearbox, but still... |
 |
 |
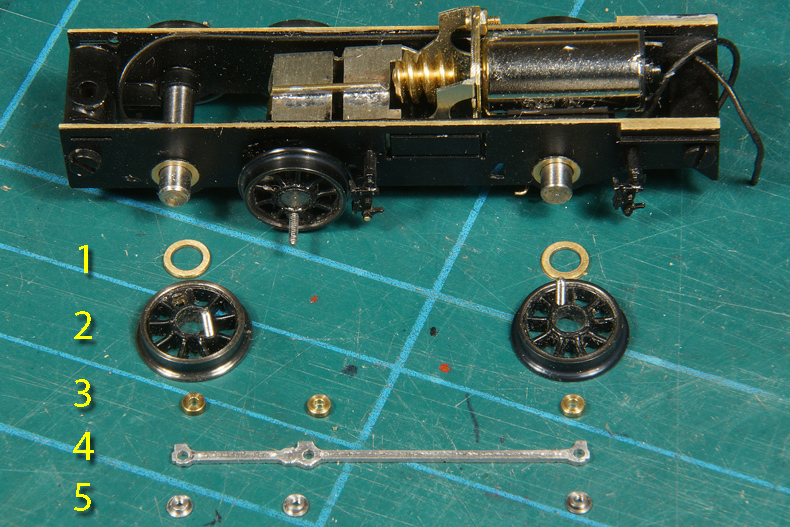
 |
I needed washers between the wheel surface and the coupling rods. I had crankpin locknuts from Markits that were small enough to remain hidden behind the coupling rod but they were way too thick (top right). So I took some crankpin washers and gave them a spin on my lathe to slim them down. These spacers were much thinner (top left and bottom right).
But when trial mounting the coupling rod in preparation of the final quartering of the front and rear axle I found the brakes hoes fouled the coupling rods. So I reverted to thicker crankpin locknuts which gave a few tenths of millimetres clearance. |
Quartering and test running |
|
Preparing for the quartering the final two axles. Now comes one of the most nerve wrecking parts of the build. No way back and no plan B. Get it right or get a mess. The left wheels have already been glued to their axles and the left coupling rod has been mounted. The rights wheel of the middle axle is already quartered and the glue has set since the previous day. Now here's the principle to get the final two axles quartered in exactly the same position:
By this rolling action the middle axle and the coupling rod will force the two newly added wheels into the same position as the middle wheel thereby automatically quartering them. Easy huh? Well, yes and no! This job MUST be completed within the setting time of the epoxy in these five minutes you must
I can tell you that is a choreography rather than model building and I actually did practise it "dry" (leaving out the epoxy steps) and timed it before going into it for real. I have done this before on my NGG16 and like then it now also worked out fine. For this method two prerequisites should be fulfilled:
|
|
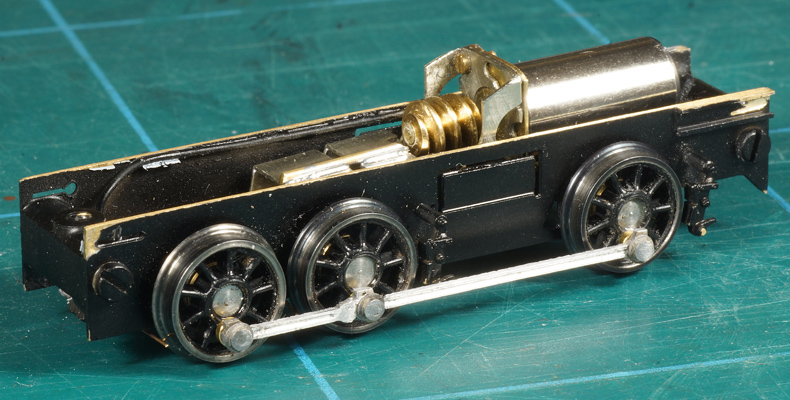
| Once the epoxy had set I could demonstrate that the chassis is free rolling. Of course the grub screw of the main gear is still loose. | |
Then I connected the motor and bent the pickup into place and started testing the running chassis. As you can see it runs freely in forward direction but refuses to cooperate when backing up. It took me considerable time to figure out what caused this. And while measuring the current and altering the wipers things did get any better. I finally concluded that current collection from four wheels was not enough. I suspected that the non-connected middle axle occasionally lifted the rear axle from the rails. If that was to be the case the logical thing would be to connect the middle axle as well. I did so and then unit run smoothly |
|
|
Problem solved! |
|
 |
As a final job I soldered the retaining nuts on the crankpins. It is a fairly simple job but it needs patience and accuracy.
|
 |
|
 |
The soldering proved more difficult than I had hoped for. The crankpins and the retaining nuts are made from steel and is much more difficult to solder well than brass. Out of six only one retaining nut was soldered solid at the first attempt. One even needed three attempts. And all the time you have to be careful to keep the temperature down as the wheel centres are made from plastic. |
The drive unit completed A test run revealed all is still well. Much to my horror the motor came loose from the mount where it was glued on. A bit of CA glue solved that but I am weary about that now. I can't change much in this drive unit's construction anymore but maybe I have to rethink the glueing option for the next unit. O yes, I also need to touch the paint here and there, but that is perfectly normal, after all the unit got quite a bit of handling after painting. |
|
Second unit |
|
Over the Christmas season 2020 I worked on the second unit. Things went a lot faster for several reasons
So by the early days of January, within two weeks, I had a first test run.
And this test run was greatly disappointing. The second unit ran erratically, vibrated, ran noisily and considerably slower then the first unit. I knew I had built it a high standard, I had not rushed things, I had a free running chassis before assembly, a free running gearbox, and yet would not run properly. What had I done wrong?
I was so disheartened that I put the work a aside and didn't return to until two weeks later. Then logic kicked in and I started to investigate the unit systematically. Before assembly the chassis and gearbox were absolutely free running. It had also occurred to me that the motor was running unusually hot. So it dawned me that possibly, no matter how unlikely that could be, the motor itself was at fault. But before jumping to conclusions I started working my way backwards, step by step.
I let it cool down for half an hour to ensure all heat had dissipated. It did so after every next step below.
The motor was now established as the source of trouble. I contacted the supplier which expediently sent me another motor despite his surprise there was something wrong. I mounted the new one and....the unit ran flawlessly. |
|
 |
|
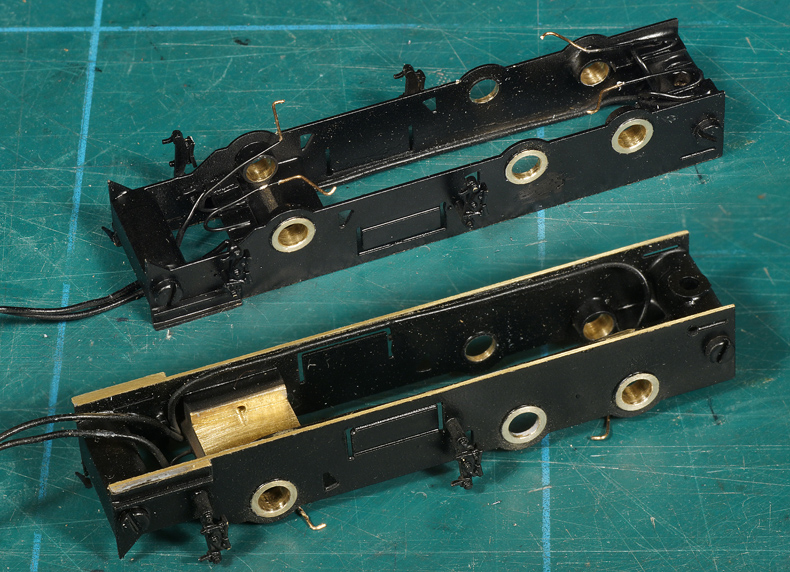
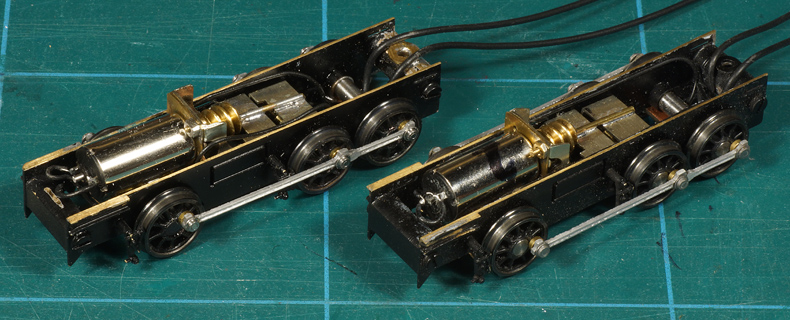
| Both completed unit chassis | |
An afterthought on the motorI have later thoroughly investigated the faulty motor what could possibly be wrong. On disassembly a tiny wire fell out and it looks like one of the coils was not connected. A rare production error, so it appears. I would like to stress that these motor run beautifully and the service and support of Tramfrabiek was exemplary. This was a one off incident and you can acquire these motor and mount them in your models without hesitation. |
|






Sign my
GuestBook