Garrattfan's Modelrailroading Pages

LTM 51 in HO
Boiler making
- Introduction
- History of the LTM 51
- Inventory of the kit
- Instruction manual
- A preview
- Project preparations
- Boiler cradle - Main construction
- Pivots
- Boiler
- Drive units - Chassis
- Sprung frames
- Gearbox and motor
- Coupling rods
- Drive units - Superstructure
- First assembly and trial run
- Drive units - Detailing
- Boiler cradle - Detailing

In het Nederlands
| Making the boiler did not seem too hard, but I am not a very experienced machinist to say the least. As a matter of fact the boiler will be the largest and most complicated object I made so far. I have discovered by now that turning and milling is all but as simple as it looks on YouTube videos and I am still sort of lost in the steep learning curve that it requires. So yes, making a simple thing as a boiler became a nice learning project. But then again that is how I acquired all my modeling skills: just do it. For those among my readers who are in the same stage of learning to turn, or considering it, I have described my road to one usable boiler for my LTM 51. Those experienced in turning will find little of interest for themselves, but if anyone feels an urge to provide me with good advice and/or constructive feedback, by all means do . | |
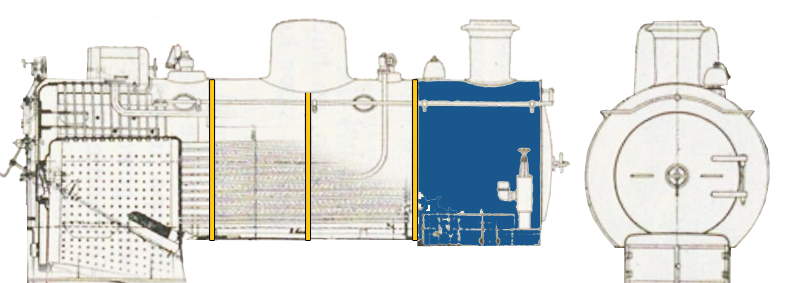
The brass tube I ordered is 22.0 mm wide and has a wall thickness of 1.5 mm. I have deliberately chosen such a thick wall so I could compensate for any run out in the lathe. The tube needs to be turned down to 21.4 mm on the smokebox (in blue on the drawing), less 0.1 mm at boiler bands (in orange) and less 0.1 mm for the boiler proper. |
|
Iteration 0, a reconnaissance exercise |
|
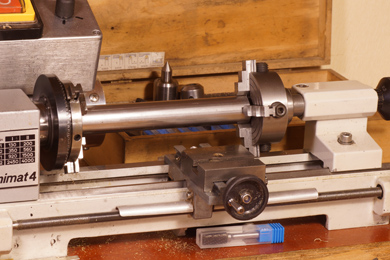 |
This is where I got to the stage where I wanted to fit the boiler. I have ordered a suitable brass tube to turn but that has not arrived yet. So I tried my new turning skills on a steel tube. That did not end too happy. For some mysterious reason the new carbide tool kept only scratching the surface. So I will have to wait for the brass tube to arrive.
The setup here was only experimental, it was not put to work. A fried of mine advised to make a mandrel to take the tube on the live centre. I made one from wood and it worked. For the final brass tube I will make a mandrel in brass. |
Iteration 1, learning by turning |
|
 |
First job however is to make a mandrel to hold the tube against the tailstock I found a suitable piece of scrap brass (actually it is the business end of valve from the boat of my brother-in-law, the clack valve of his toilet to be exact.....). I had to do a bit of sawing and turning to get a reasonable lump of brass that was more or less suitable. On the photo it is still oversize and needs to be turned down an exact match with the inside of the brass tube.
As beginning machinist I could not get the finish much better than this. I am worried it might show up through the paint work though. Not that the mandrel will be part of the locomotive, but if I cannot improve the surface finish I won't be to get a decent result on the boiler either. Better practise on this sacrificial mandrel than on the boiler. |
 |
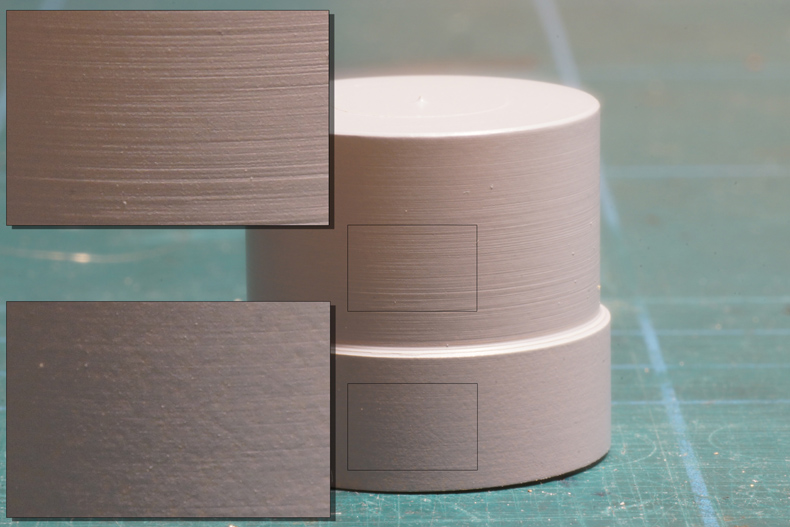
On the same day I wanted to machine the mandrel to size and start work on the boiler I two tools with carbide inserts landed on my doormat sent by a friend. I tried them on the would-be mandrel and boy did that give a decent finish, see the left side en judge for yourself. Out of curiosity I took it to the spray booth and gave it a primer coat. |
The difference is apparent in grazing light, and yes, yesterday's work does show up through the primer, where as today's work does not. Wow! Happy boy I am! |
|
 |
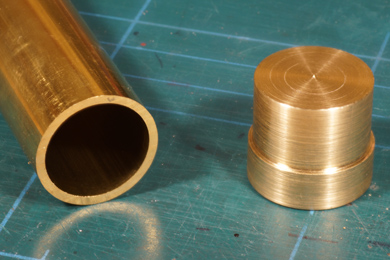
I now took a cut in the boiler-to-be brass tube. It is not difficult even if you do not have a band saw. Just mark the tube off at the desired length, put about eight marks around the circumference of the tube and follow the marks with the saw, first cutting in about two thirds of the thickness of the wall all around and in the second pass going all the way through. Not one hundred percent accurate but you will get the tube within half a millimeter. |
 |
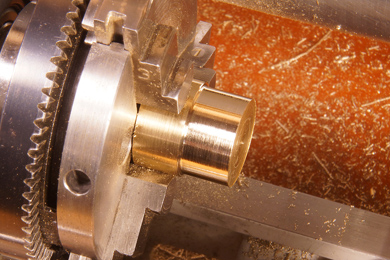
I chucked the tube and dialed in the end of the tube and faced off the sawed end of the tube. This is a delicate operation as the tube is only held in the chuck far, far away from the cutting action. Only light cuts will not distort the setup of the part in the chuck. |
 |
 |
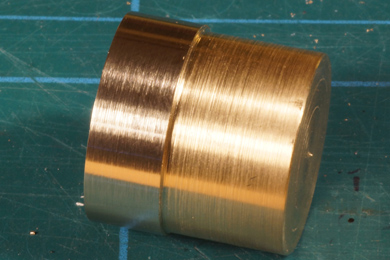
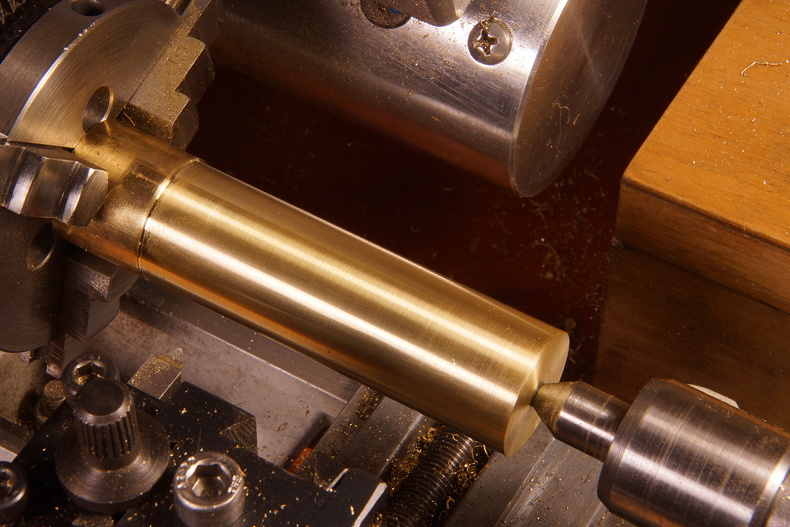
Then I turned the mandrel to a snug fit in the boiler. Again the surface finish was quite encouraging. |
|
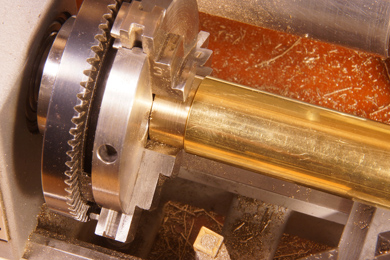
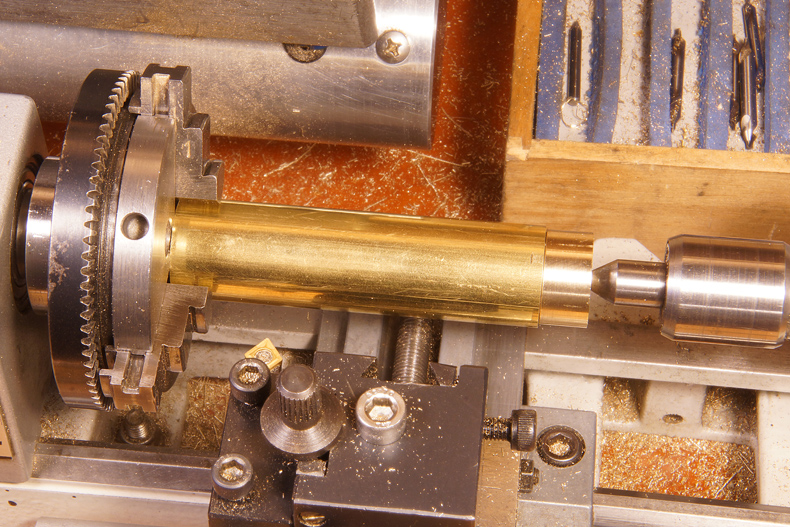
And there we have a boiler nicely snuggled in the lathe, The mandrel holds the tube concentric on the live centre on the right. My dial indicator said there is less than 0.05 mm (2 thou) difference between left and right. Run out of the boiler is 0.15-0.25mm (6-10 thou). Not bad for a beginner. It will be concentric after turning but there will be a slight taper of about 0.1 mm (4 thou) which is well within what I find acceptable for a boiler of a model locomotive, nobody will see it. So as a modeler I am content. As a beginning engineer however it hurts, I should do better than that. I will learn, I will learn. |
|
 |
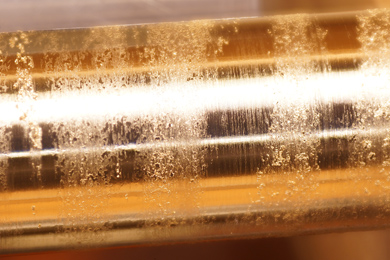 |
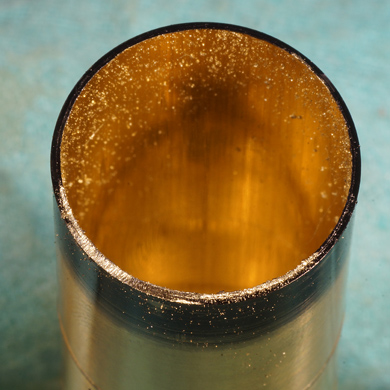
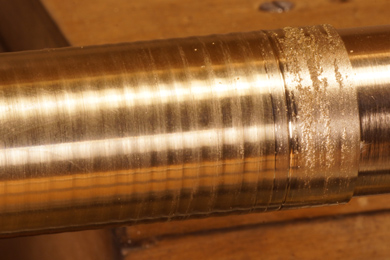
Well, as good as the cutting tool with inserts worked on the mandrel so bad it did on the tube. It just would not do a decent pass. It more rubbed the surface than it would bite into it. Nothing helped, turning speeds, angle, depth of cut. I struggled with every pass and with wildly differing results. So I resorted to HSS and sure enough the surface finish did improve (left side) but now some sort of vibration came to light which created a wave form that I just could not get out. The left image shows the rim of boiler against the background where you can see the wave form. |
|
Left with the HSS tool, far right a remnant of the carbide tip. |
A close-up of the wave-like surface after the HSS tool passed. |
 |
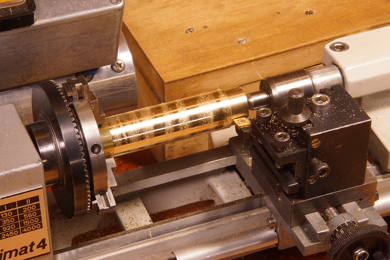
After much experimenting I had the hunch to tighten the tailstock as hard as I could. From that moment I got a silky smooth surface (left), so shiny it even passed the fingernail test: you can not feel the cutting grooves when you run your fingernail over the surface. I turned out the wave pattern. Finally I got a boiler with a decent finish. |
|
|
Iteration 2, putting the lessons into practise.I sawed of a second piece from the brass tube. Luckily I had ordered a length of 25 cm (10 in) so I would have enough stock to try it three times. I could put the experience I had gained so to good use.
|
|
The second attempt went relatively well. Even making the boiler bands proved to be easy. |
|
 |
When the pattern of the boiler bands was completed I used my parting tool to start the saw line. Then I sawed of the boiler by hand. That proved to be a big mistake as will later see. By filing the rear end of the boiler was cleaned of the excess material left by the parting tool and the saw.
|
Wow! Next job was to get the mandrel out. I heated the boiler. I heated the boiler with a blow torch, but to my horror it would not budge. Whatever I tried I could not get it to move. Now the error I had made surfaced. With the chuck end of the boiler already sawed off there was no way to hold the boiler firmly without marring it. Moerover it was burning hot. I struggled with it for about an hour. Then I realised I needed to find another way to get this mandrel out. |
|
 |
I took the mechanical way: eat away the mandrel from inside out until there was little left and then heat the remnants again to loosen the epoxy. It took me the rest of the day to drill and mill the mandrel from the inside out. All very carefully as I could not chuck teh boiler up. But when I got to the stage as on the left photo, I heated it to the point of decomposing the epoxy producing terrible fumes. But eventually the four remaining parts gave way and fell out. |
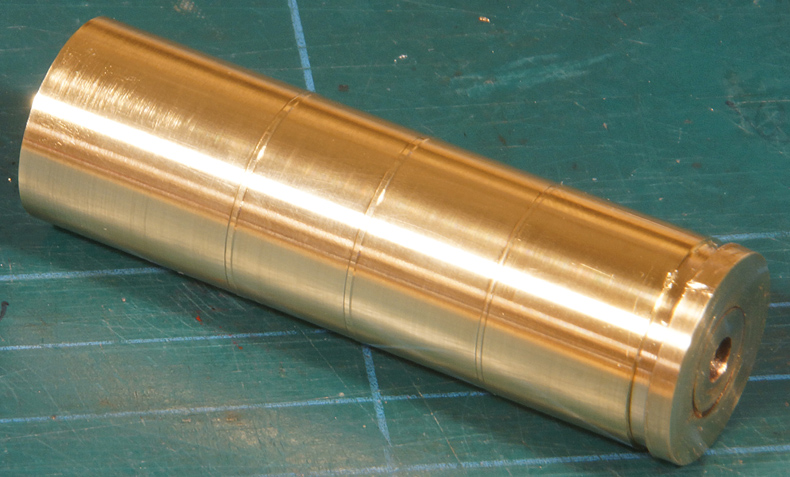
But let's be fair, isn't she something? I was extremely proud of the result. The surface is straight from the lathe, untreated, unpolished. Moreover: the somewhat dulled surface on the smokebox is the result of touching up a few scratches with 1200 grit emery paper!
|
|
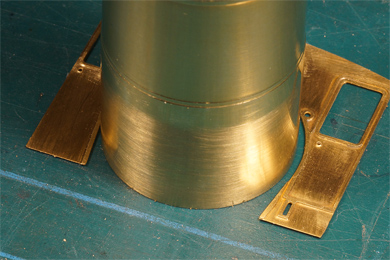
Checking the fit on the front sheet of the cab. |
What? |
Yes, the next day I matched up the boiler with the front sheet of the cab and to my horror found it was too small. Way too small. The photo's above show the smokebox end. The firebox side is even 0.2 mm smaller.
I must have made a mistake taking the boiler's diameter from the drawing, although I remember double checking it. It was more than 1.5 mm (60 thou) undersize. I thought about hiding it. Who could see it? Who could tell, except me? If fill the gap between the cab's front sheet and boiler... But no, in the end I could not live with it. So number two is scrap too. I left the project for a few days to cool down to get over my disappointment.
|
|
So this is where I was.
|
|
Iteration 3, success at last.I had destroyed my mandrel while trying to get it out of boiler no 2 so I had to make a new one. I had no suitable scrap brass to make it from so had to take it from my stock. I also had to make a smokebox door and I wanted to combine the making of these two to reduce the loss of material. So I sat down to devise a plan for the two. |
|
This is the plan. The outer dotted line indicates the diameter of the raw stock 20 mm solid brass I have.
|
|
 |
All systems go for a third attempt. The part is faced and a first few passes have been done to create the smallest of the two bosses for the smokebox handwheel. I am using a different HSS tool, with a relatively sharp angle (about 75 degrees) and a flat top. The point has been rounded slightly to get a better surface finish
|
 |
Chips all over the place. The good news though is that the flat top of the cutting tool is breaking the chips nicely |
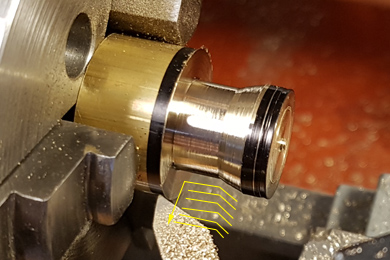 |
With this cutting I went in by a taper for each pass until short of the final face of the mandrel. Once I had reached the desire depth I went into the very corner on the face of the mandrel and pulled the tool out thereby facing the mandrel and getting a perfect 90 degree corner at the same time. |
 |
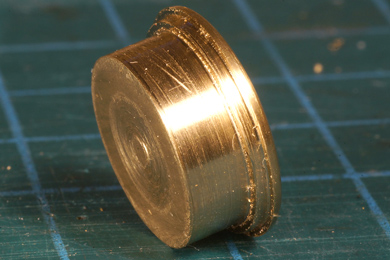
Next I used a left cutting tool to remove the taper and face the rear of the smokebox door. I took out my files, coarse and fine and shaped the smokebox door to the desired curve using a print of the drawing as a template. I am very much aware it will only be an approximation of the curve, but then again: if it looks good, all is well. Finally I parted the door with a sawing blade. |
 |
 |
Having the door completed faced me with a dilemma. What should I do after the boiler was turned to size and the mandrel removed:
This seems of little consequence but that is deceptive. The latter is most certainly the most accurate way and will present the least problems with soldering. It is also the most risky way as the boiler is sticking far out of the chuck. |
|
 |
I suddenly realised that if I soldered the boiler front sheet in place BEFORE turning the boiler I could first use it as a substitute for the mandrel. I quickly removed the stub of the mandrel-to-be from the chuck.
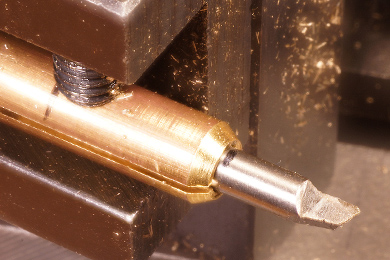
I cut out the rough contour of the front sheet from 0.75 mm brass sheet, soldered it to the boiler with 240C solder, put the boiler in the chuck and carefully turned it down until I almost reached the boiler surface. Then I dialed the boiler in, drilled a center hole in the front sheet and there I had my mandrel! |
Now I turned the boiler to 21.4 mm for the smokebox diameter The surface finish was not as good as I had hoped for but a little sanding with 320, 800 and 1200 grit helped out.
|
|
And then took a pass of 0.05 mm to get to the plane of the boiler bands, then again the portions between the boiler bands another 0.5 mm deeper to get to the plane of the boiler proper. |
|
 |
 |
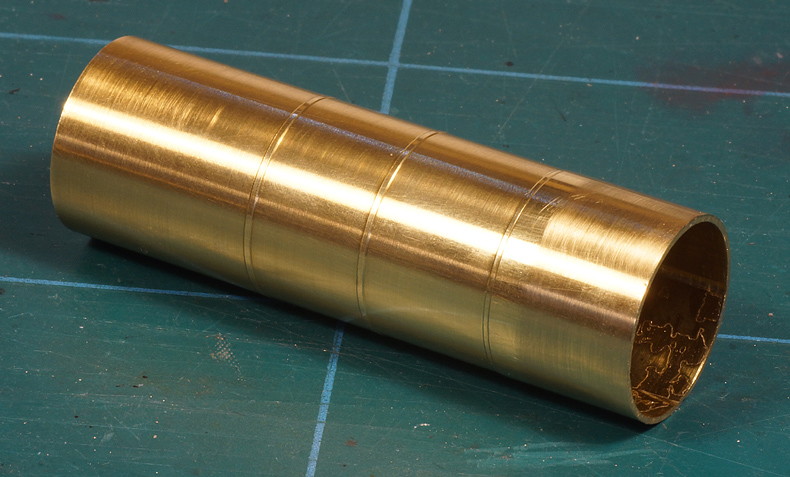
| I did not want to disturb the setup of the boiler by drilling through the front sheet with the potential risk of grabbing. So I brought the boring tool into action that I had made for the pivots. I let it carefully eat away the front sheet by taking light passes from the center (Y-axis) outwards to just a nick from the edge of the hole where the door was to go in. When the front sheet gave way I continued cutting from the inside taking light passes in and out (X-axis). Closing in of the drawn line I continued until the smokebox door had a snug fit. As I had no difficult removal of a mandrel ahead of me I could take out the boiler and saw off and the excess material and file the boiler down to its final length, taking into account that I still had to add the firebox' back sheet. | |
 |
 |
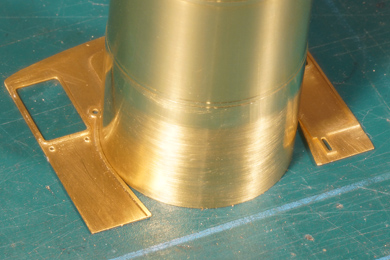
| Proof of the pudding is in the matching to the cab front sheet. SUCCESS at last! | |
 |
|
 |
|
A view to behold!
|
|
 |
A closer look at the boiler bands |
 |
 |
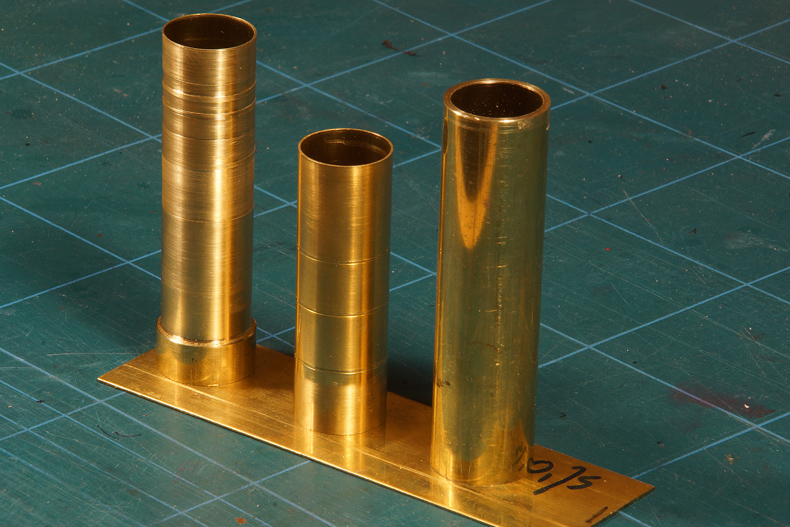
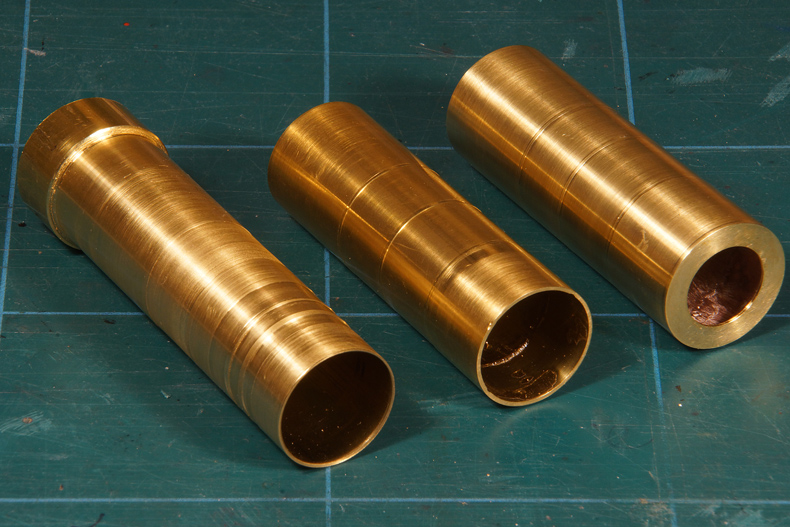
All three generations |
|
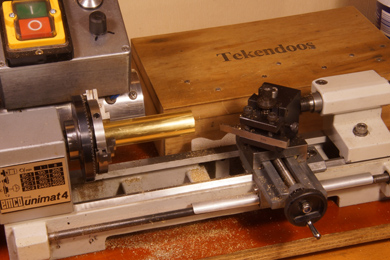
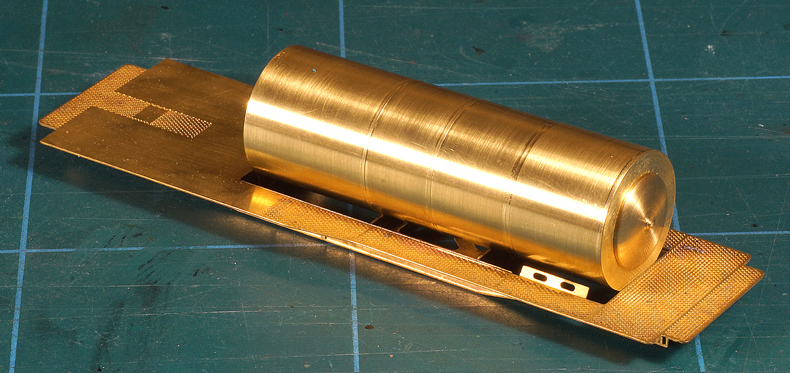
The boiler cum smokebox door snugly down in the boiler cradle. |
|
| From there I started fitting the boiler. | |






Sign my
GuestBook