Garrattfan's Modelrailroading Pages

LTM 51 in HO
Pivots
- Introduction
- History of the LTM 51
- Inventory of the kit
- Instruction manual
- A preview
- Project preparations
- Boiler cradle - Main construction
- Pivots
- Boiler
- Drive units - Chassis
- Sprung frames
- Gearbox and motor
- Coupling rods
- Drive units - Superstructure
- First assembly and trial run
- Drive units - Detailing
- Boiler cradle - Detailing

In het Nederlands
Making the pivots became an adventure and a small project in itself so I dedicated this separate page to the subject of making the pivots.
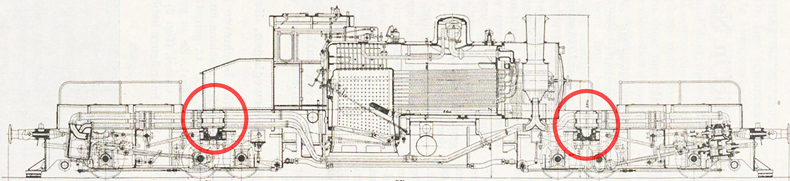
The pivots are the central connection between the boiler cradle and the two power units. The etch set and its documentation give no clue whatsoever how the boiler cradle connects to the power units. Garratts had pivots so I wanted to mimic them. The pivots had to meet quite a list of demands:
You may notice I did not mention anything in terms of piping, power drives or wiring going through the pivots. Correct.
So the pivots have the sole function of making a moveable connection and nothing else. |
|
 |
 |
| Two shots of my own of the real thing: an NGG16 pivot on the front of the boiler cradle and its counterpart in the bogie. Dinas, Wales, 2017. |
|
Design |
|
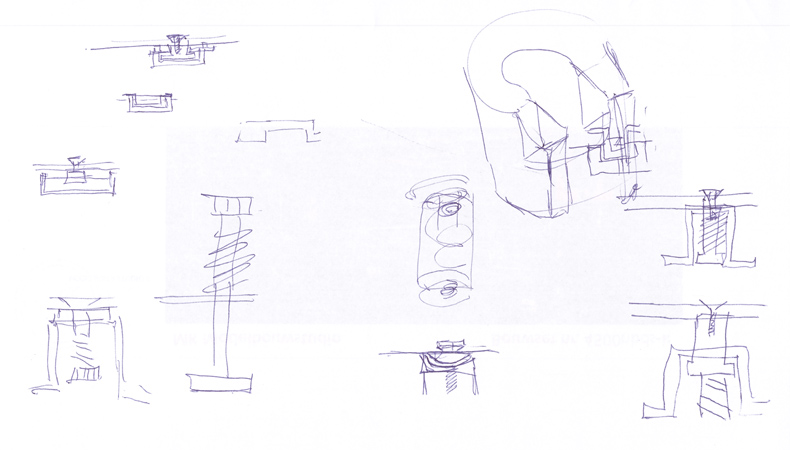
With this list in mind I thought out numerous contraptions, with and without springs, with and without bolts. |
|
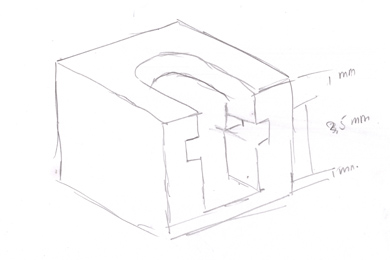 |
After a week or so I came to this design for the cup and that kept coming back. The most important objection was its feasibility: can I make this? The top part already had the mushroom-like shape in my mind. But the under-cup was just too difficult to make. |
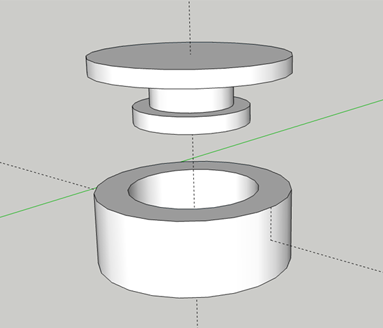 |
After many iterations I came to this simple design. A cup with a bottom and a mushroom top part. The recess in the mushroom was there to take up two bolts that would prevent the pivot from falling apart. |
Actual work |
|
 |
I started with drilling a 6 mm hole in a piece of 12 mm brass stock. From there I wanted to enlarge it to 8,5 mm and at the same time flatten the bottom of the cup to the desired depth, keeping about 0.5 mm braas as bottom. The one big problem I encountered is that all the tools I have are simply too big for the job. A 6 mm carbide cutting tool is by all definitions in the engineering world small, yet way too big to get in this cup. After considerable effort to get the job done with the tools available I ground a broken centre drill to the form of a tool and went with that. It did not seem too big but once again I had to squeeze it into the cup. I just could not get it right. So when I was done, the outside was good, but the inside was a mess. |
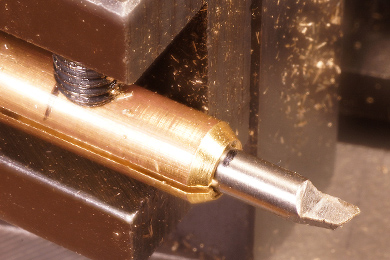 |
Then I found a very small centre drill in my forgotten-small-and-suitable-centre-drills box, only 3 mm in diameter and managed to grind it into a reasonable tool. Next problem was how to hold this tool. I took a piece of 6 mm brass rod and drilled a 3 mm hole. On my Proxxon drill stand I sawed a slit with a cutting disk. When the holder is clamped this slit is compressed and clamps the tool. |
 |
Now I could decently get in the cup and wow! The chips came flying out. I ground the tool so that I could get in in the X-direction and then sheer out in the Y-direction widening and than deepening the hole in one stroke. On the fly I learned to gauge the depth of the cut. |
 |
This gave a far better result on teh second attempt. Some chatter is visible in the surface but hey I am a beginner!
|
 |
|
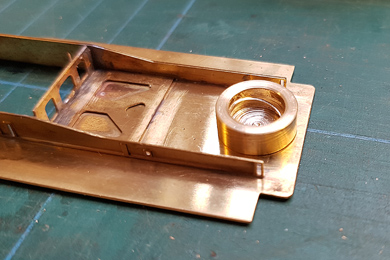
Before long I had a second cup and one mushroom that went well together. The first mushroom went so well I forgot to take photos. Total height of the assembled pivot: 5.4 mm, just 0.1 mm short of the spec. There is a little more side play than intended but not conspicuously so, 0.2 mm to either side. I even managed to remount the very scored first attempt and clean up the inside of the cup from all its scoring and marks. So now I had two suitable cups and one mushroom. Three down, one to go |
|
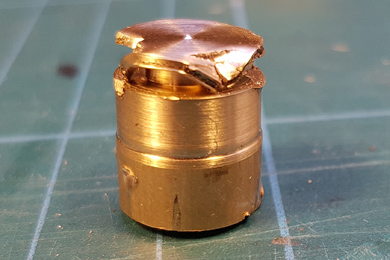 |
Maybe I became overconfident, the second mushroom snagged the tool while cutting the recess and it whizzed through the workshop like a bullet. The damage to the part bears witness to its violent escape. Luckily no harm was done other than to my self-esteem. And that can do with a dent. I was clearly warned though, this may be modelling, it still has risks. |
 |
 |
| Once the second mushroom had been completed I drilled two 0.8 mm holes in each cup. | |
 |
 |
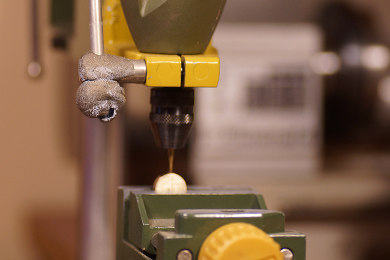
and tapped the holes M 1.0 Tapping was done in the Proxxon drill stand. It is extremely difficult to tap such small sizes. Breaking a tap would be disastrous so I took no risk. Please be aware I did not use the drill as a motor tool. With 5,000 rpm it would have spelled disaster. I used it solely as a guiding mechanism to get the tap in straight and keep it straight during tapping. I turned the head by hand, feeding the tap with the drill stand's handle with the feel that this gave. |
|
 |
 |
Two M 1.0 bolts were cut to suitable length. The pin, 0.7 mm, demonstrates that the top can tilt a little but this tilt is restricted by the bolts. |
|
 |
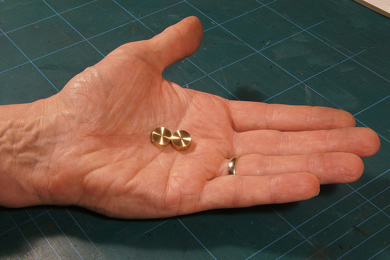 |
| Two done. Holding it in the palm of my hand makes it tangible how small these part are. | |
Test and verification |
|
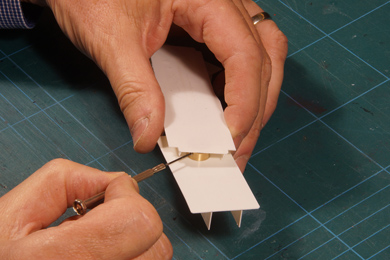
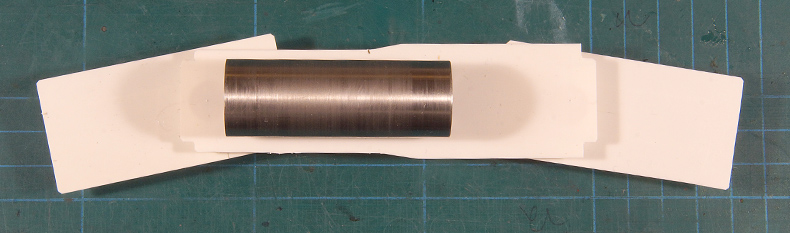
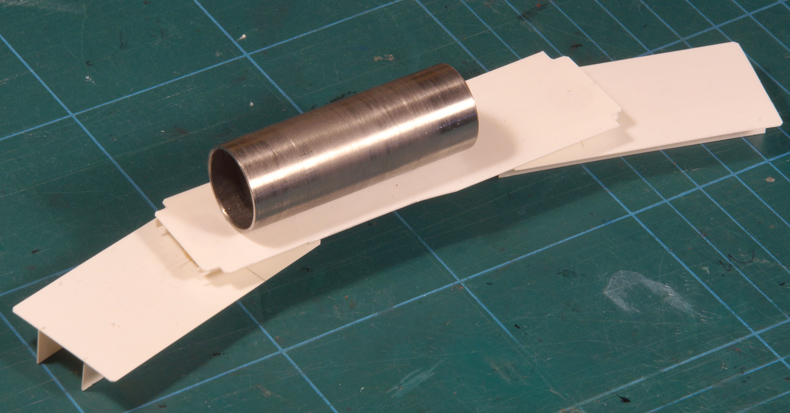
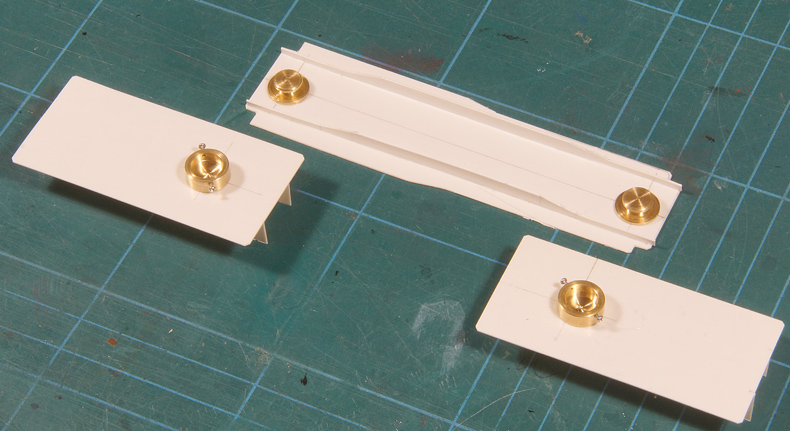
I cut the form of the power units and the boiler cradle from 0.5 mm styrene to see how things would work out. I glued the pivot parts with simple household glue. |
|
 |
 |
| One of the things I wanted to know was if I could still get to the bolt heads to assemble and disassemble the pivots. | |
 |
|
 |
|
 |
Although the pivots will protrude through the front stretcher of the boiler cradle's frame I hope it will not be too conspicuous once painted black. Modelling is compromising and here is my compromise: the function of the pivots is more important then scale correctness. |
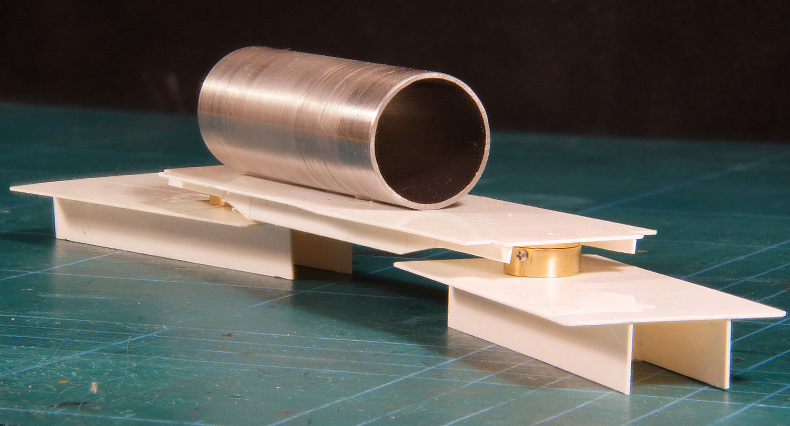
The boiler was glued on as a weight to see if the boiler cradle was stable enough on its pivots. |
|
 |
|
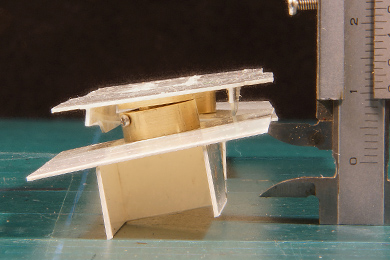 |
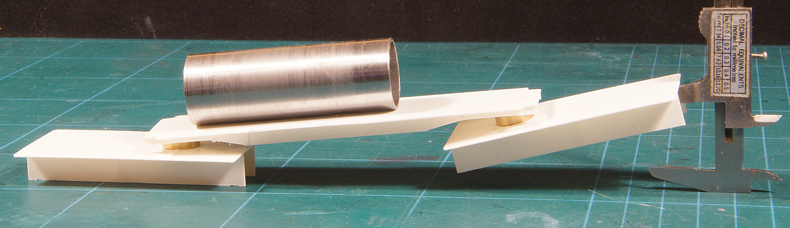
I also tested if there was enough play in the vertical planes to let the model cope with uneven track. Well, I think this is more than enough.
The photo left nicely shows how the top part lifts from the bottom part.
Conclusion: the pivots are fit for the job! Mission accomplished. |
Second design |
|
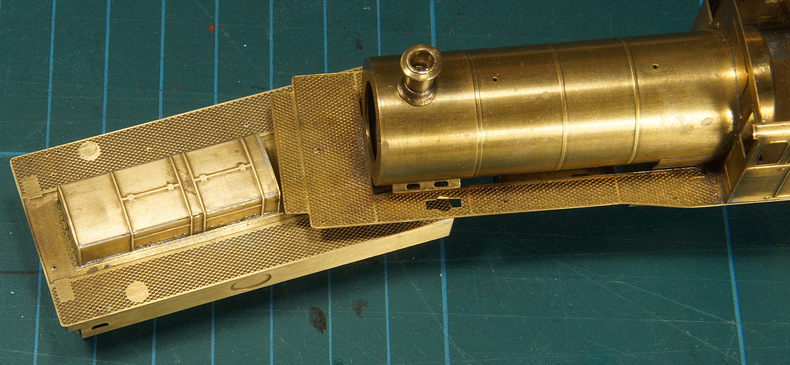
| After completion of these pivots I continued with the construction of the boiler cradle.While doing so I it kept troubling me that the pivots were very overscale and protruded from under the cradle. At first I had accepted this as a necessity but while working on the boiler cradle and both drive unit I felt less and less happy about the pivots. So eventually my thought turned to figuring out another solution with this single additional requirement that it should NOT be visible. I had also dropped a requirement for the original design namely that the pivot should protrude below the running board of the drive unit. After I had completed both drive unit I found a little bit of space where a bolt head could go. | |
 |
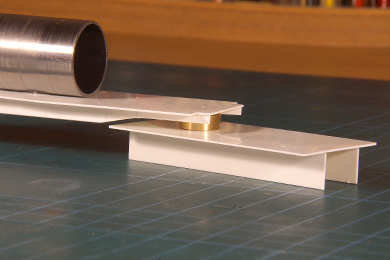
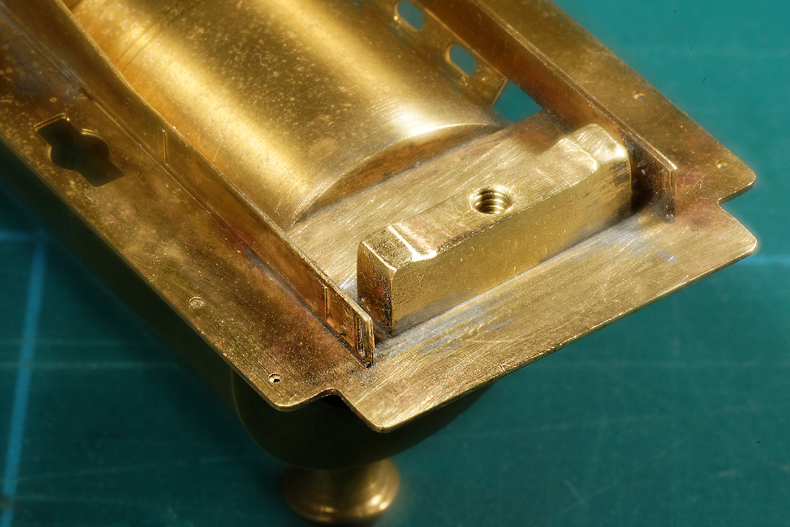
I came up with this very simple idea: a piece of brass, milled down in the middle, an M2.0 threaded hole in the middle where an M2 bolt would engage from under the drive unit |
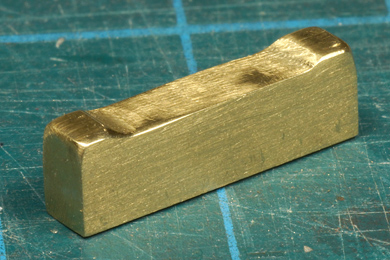 |
The basic form was milled from 3mm bar stock. The sharp edges of the raised rubbing plates where chamfered and the rubbing plates were polished. Once I found this design satisfied my needs I decided to abandon the cup design. |
 |
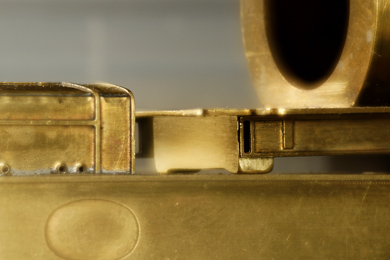 |
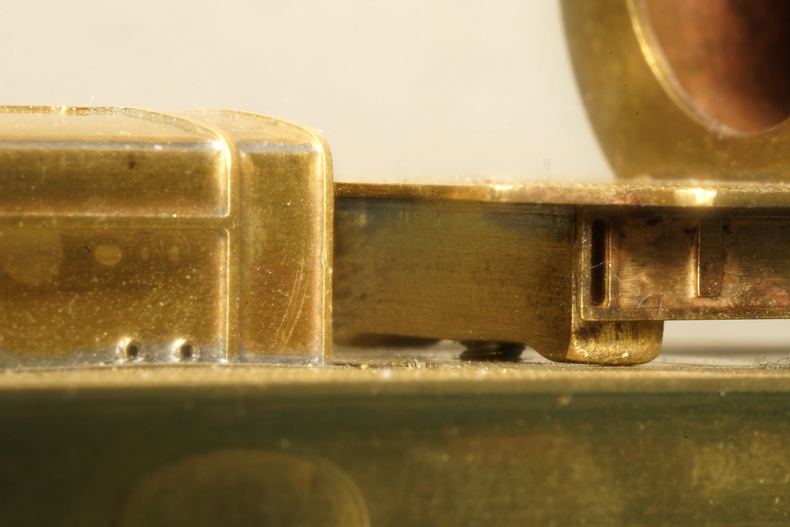
| And this is how the new pivot will connect the boiler cradle and the drive unit | |
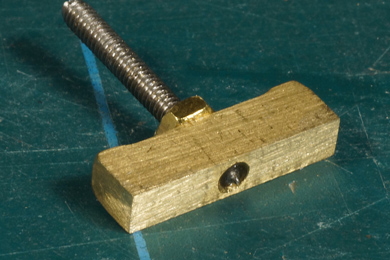 |
To help locate the pivot in the correct position I made a pin from M2 threaded rod. When sodering this pin located in the tiny hole that is etched in the running board of the boiler cradle.
|
Soldered in place |
|
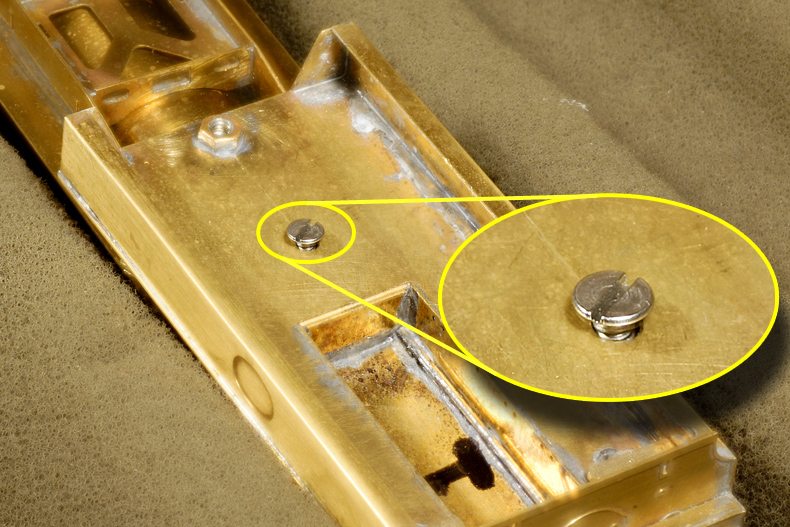
Finally the drive unit superstructure is fixed in place with a bolt. The countersunk head allows the unit to tilt. |
|
The pivot porper is now formed by the M2 bolt, the boiler cradle rests on the rubbing plates. |
|
The outward swing of about 7 to 8 degrees suffices. |
|

Sign my
GuestBook